











The following is the third and final part in a series of 3 blogs that has gone through a white paper written by New Era Converting Machinery’s John A. Pasquale III. The white paper is titled “Principles and Uses of Roll Coating Equipment.”
Part 1 offered an abstract and introduction to the blog series, as well as an in depth look at direct gravure coating. Part 2 examined both reverse gravure coating and differential offset gravure coating. Part 3 will wrap the series up with an explanation of reverse roll coating and offer a brief conclusion.
—–
Part 3: Reverse Roll Coating and Conclusion
Reverse Roll Coating
For purposes of this presentation, a nip fed Reverse Roll Coater, as shown in Figure 7, will be used. It is considered the most versatile for applying precise coatings of varying viscosity and thickness, particularly on webs that do not have uniform caliper (thickness). Reverse roll coating takes advantage of gap control, supplemented by differential speed control of the applicator and metering rolls, causing the coating to be precisely metered before being applied to the web. Each roll is independently driven.
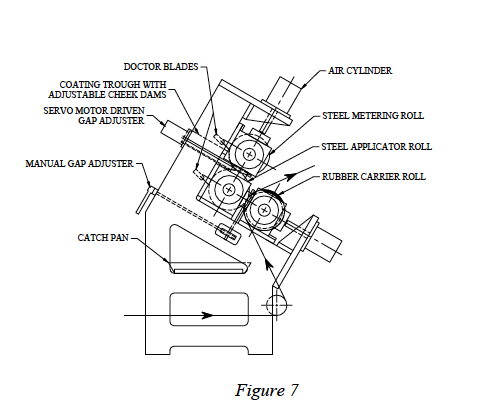
In a Reverse Roll Coater, the substrate is carried on a resilient, rubber covered carrier roll, operating at line speed. Two steel precision rolls, one an applicator roll and the other a metering roll, are gapped to each other to help determine the coating thickness applied to the web. The steel rolls are high precision, with tolerances to 1.25 microns for concentricity and total indicator run out. The roll surface is chrome covered, with a finish in the 0.05- 0.20 μm range. Coating is fed into the gap of these steel rolls, contained by a trough and edge dam system. The applicator roll normally operates at speeds from 1.2 to 2.5 times faster than web speed, thereby depositing a greater amount of coating for a given gap between the metering and applicator rolls. The ratio of the speed of the metering roll to the applicator roll can be an important factor in determining the surface quality of the coating applied to the web. It also has some effect on the thickness of the coating.
The coating is precisely premetered onto the surface of the applicator roll by the gap setting and the action of the metering roll speed. Since both rolls are steel, they do not deform, as does an elastomer rubber covered roll. Hence, for a given gap, the flow parameters of the coating (capillary number, surface tension) and the speed of metering to applicator rolls determines the coating thickness.
For coatings that exhibit increased resistance to shear (Newtonian coatings), the ratio of metering to applicator roll speed will affect the quantity of the coating ultimately applied to the applicator roll. If the speed of the metering roll is too low, “ribbing” (machine direction lines) will occur. It is usually caused by air becoming entrained on the metering roll, resulting in competition between coating flow pressure at the nip and the cross-machine coating flow properties. The smaller the coating gap, the higher the frequency of the “ribbing”. Increasing the metering roll speed will stabilize the coating on the applicator roll. If the ribs remain, you may have to increase the coating gap.
If, however, the speed of the metering roll is too high, “cascading” (seashoring) will occur. “Cascading” takes place when the dynamic contact line of the coating, normally located downstream of the gap, passes from the downstream side to the upstream side of the gap, entrapping air in the roll gap. This results in an increase in coating film thickness upstream due to surging. It is therefore important to find the combination of metering to applicator roll gap and speed that allows coating in the stable range. The flow properties of the coating (capillary number,surface tension) become less of a factor as proper speed ratio and coating gap are established. However, when applying coatings that exhibit a narrow stable operating range, gap control becomes extremely important. The ability to process a wide range of different coatings makes the Reverse Roll Coater very popular.
For shear-thinning (thixotropic) coatings, there is very little change in the metered film thickness as a function of metering roll speed. This is due to relatively low capillary number and surface tension values of this family of coatings. The viscosity of the coating is important, however, and is defined as the process shear rate developed in the area of the gap where the shear-thinning takes place.
As in all coating processes, the doctoring of excess material carried around the metering and applicator rolls is imperative. The use of composite material doctor blades, acting in the “chisel” (roll turns into the edge of the blade, shearing off the coating) mode is typical in most applications. This helps minimize coating carryover due to the hydrodynamics of the coating against a doctor blade operating in the “trail” (roll turns against the edge of blade, wiping off coating) mode.
The gap between the metering and applicator rolls is controlled by a precision wedge block or rotary screw system. While adjustment of the control units may be performed manually, most devices use servomotor controls to ensure accurate, repeatable settings. Weight and thickness measuring gauges that monitor the coating application can send a signal through their microprocessor, activating the gap set control motors to make a corrective adjustment. The gap adjustment system between the applicator rolls and carrier rolls is primarily a manually adjustable device whose action controls the transfer force used when depositing the coating onto the moving web.
While the cost of a Reverse Roll Coater is higher than other roll coaters, it offers the greatest flexibility for processing a wide range of coatings in a precise manner.
CONCLUSIONS
There is no universally superior coating method, only the best type for a given application. By knowing the substrates to be coated, coating properties, coat weight/thickness requirements and accuracy expected, you can select the best coating technique to manufacture your product. Once the type of coater has been established, select control and component features appropriate for that coater.
ACKNOWLEDGEMENTS
I wish to thank my fellow employees for their input and support in the development of this paper.
###
*That concludes our 3 part blog series, “Principles and Uses of Roll Coating Equipment” – thanks for reading! If you missed them, go back and read part 1 and part 2!*

