











 Gravure coating and its many variants offer a coating method which delivers a pre-metered amount of coating solution to the substrate. In direct gravure coating an engraved roll is used to control the amount of coating that is delivered to the web. This engraved roll (often referred to as the gravure or applicator roll) typically features a steel or ceramic surface into which a cell pattern is engraved. Coating is introduced to the surface of the engraved roll either via a pan that the roll is partially submersed in or by an enclosed applicator head that holds the coating against the roll. Once the coating is introduced to the rotating roll’s surface, a blade is used to wipe off any excess. As the roll continues to rotate the coating is introduced to the web at a nip point formed between the engraved roll and a rubber covered backing roll, with both rolls rotating in the same direction and at the same speed as the web.
Gravure coating and its many variants offer a coating method which delivers a pre-metered amount of coating solution to the substrate. In direct gravure coating an engraved roll is used to control the amount of coating that is delivered to the web. This engraved roll (often referred to as the gravure or applicator roll) typically features a steel or ceramic surface into which a cell pattern is engraved. Coating is introduced to the surface of the engraved roll either via a pan that the roll is partially submersed in or by an enclosed applicator head that holds the coating against the roll. Once the coating is introduced to the rotating roll’s surface, a blade is used to wipe off any excess. As the roll continues to rotate the coating is introduced to the web at a nip point formed between the engraved roll and a rubber covered backing roll, with both rolls rotating in the same direction and at the same speed as the web. 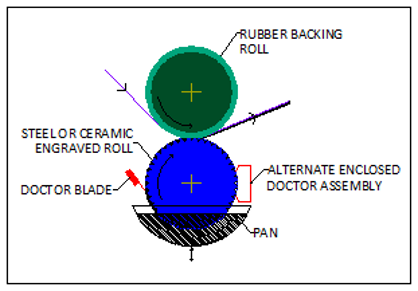 The coating is transferred to the web by the nip force between the rolls. The size and shape of the cells are the primary factor in determining the amount of coating that is delivered to the web. However, other factors such as the rubber thickness and hardness, doctor blade construction, angle and pressure, coating viscosity, web properties and surface and operating speed also affecting the coating laydown. Under a given set of operating parameters the coating application rate of a direct gravure coater is highly repeatable.
The coating is transferred to the web by the nip force between the rolls. The size and shape of the cells are the primary factor in determining the amount of coating that is delivered to the web. However, other factors such as the rubber thickness and hardness, doctor blade construction, angle and pressure, coating viscosity, web properties and surface and operating speed also affecting the coating laydown. Under a given set of operating parameters the coating application rate of a direct gravure coater is highly repeatable.
A variation of direct gravure coating is reverse gravure coating, where the gravure roll rotates opposite the web. The coating is split between that which is transferred to the web and that which remains in the gravure roll’s cells. Unlike direct gravure, where it is important to wipe the surface of the gravure roll clean, light doctor blade pressure is often used in this method so that coating stays on the surface of the gravure roll (as well as in the cells). In addition to the factors mentioned for direct gravure coating, the laydown rate for reverse gravure coating is affected by the gap between the rolls and the speed of the gravure roll. The speeds and coating thicknesses are similar to those shown above for direct gravure coating. However, it is typical that the coating viscosity is slightly higher (0.01 – 2 Pa.s). The gravure is easy to operate, is fairly low maintenance, has a good speed range, handles a fairly wide viscosity range and gives highly repeatable coating rates.
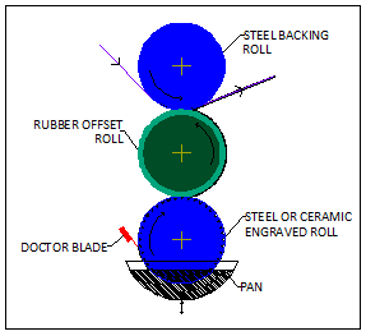 Offset gravure coating is a variant of the previously described gravure coating where an intermediate roll is used to transfer the coating from the gravure roll to the web. This intermediate roll, which is often referred to as an “offset” roll, is rubber covered and is located between the gravure roll and the backing roll, which now features a hard surface such as chrome plated steel, with the web passing through the nip formed between the offset roll and the backing roll. The previously described features and hardware associate with the gravure roll for direct gravure coating still apply. The size and shape of the engraved roll’s cells are the primary way of determining how much coating is delivered to the offset roll, which typically runs at the same speed as the gravure roll, with one roll turning clockwise and the other counter clockwise. The speed ratio of the offset roll to the web as well as their relative direction with respect to each other greatly affects the amount of coating applied to the web. The offset gravure coater has a good speed range, handles a fairly wide viscosity range and is good for changing coating laydown rates.
Offset gravure coating is a variant of the previously described gravure coating where an intermediate roll is used to transfer the coating from the gravure roll to the web. This intermediate roll, which is often referred to as an “offset” roll, is rubber covered and is located between the gravure roll and the backing roll, which now features a hard surface such as chrome plated steel, with the web passing through the nip formed between the offset roll and the backing roll. The previously described features and hardware associate with the gravure roll for direct gravure coating still apply. The size and shape of the engraved roll’s cells are the primary way of determining how much coating is delivered to the offset roll, which typically runs at the same speed as the gravure roll, with one roll turning clockwise and the other counter clockwise. The speed ratio of the offset roll to the web as well as their relative direction with respect to each other greatly affects the amount of coating applied to the web. The offset gravure coater has a good speed range, handles a fairly wide viscosity range and is good for changing coating laydown rates.

