











The following is the second part in a series of 5 blogs that will go through a presentation given by New Era Converting Machinery’s Bob Pasquale at 2018 AIMCAL R2R Conference. The presentation is titled “Selecting the Proper Web Handling Equipment.”
Part 1 offered an overview and introduction to the blog series. Part 2 will discuss uses, types, drives, and the selection of pull rolls. Part 3 will go through various considerations when selecting heating/cooling rolls. Part 4 will continue with a consideration of accumulators, their uses, and design considerations and features. Part 5 will wrap the series up, finishing with web turns and web flips, and then offer a brief Conclusion.
PULL ROLLS
Overview
- A driven roll or series of rolls that are used to assist in conveying the web through the process line
- Can be found in virtually every web processing line
- Can take one of many forms, with the selection often determined by the web handling requirements
Uses
Pull Rolls are incorporated in web lines for many reasons including:
- conveying the web at a set speed
- controlling the web tension as it travels between sections
- changing the web tension between sections
- isolating one equipment section from another
- feeding web to/removing web from a process point/operation
Types and Selection
In order to assist in conveying the web, the pull roll must impart a force (tension) on it. This force is provided by the motor and drive set that is attached to the pull rolls.
It is calculated as follows:
F₁/F₂=eᶬᶱ
Where:
F₁ = the force (tension) on the web prior to the pull roll
F₂ = the force (tension) on the web after the pull roll
ɱ = the coefficient of friction between the pull roll and the web
θ = the wrap angle on the pull roll(s)
As shown by the previous formula, the amount of force that is generated by the pull roll to assist in conveying the web can be varied by:
- changing the web’s wrap angle on the rolls
- changing the coefficient of friction between the web and the rolls
There are several different designs that are used for pull rolls. We will look at a few of them, discussing their:
- design features
- advantages and disadvantages
OMEGA WRAP PULL ROLL
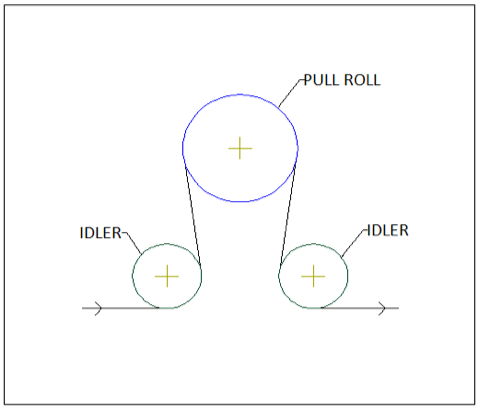
 The most basic pull roll design. It features a single driven pull roll that is wrapped by the web.
The most basic pull roll design. It features a single driven pull roll that is wrapped by the web.
Pros:
- This is the least expensive pull roll design
- Only contacts one side of the web, which for certain applications is helpful
Cons:
- Because the web wraps only a single driven roll, the amount of wrap angle and therefore the amount of force that can be applied is limited
S-WRAP PULL ROLLS

 Two driven rolls are used, with the web passing about them in an “S” configuration.
Two driven rolls are used, with the web passing about them in an “S” configuration.
Pros:
- Because it features two (2) driven rolls that are both contacting the web, the cumulative wrap angle and therefore the force is greatly increased
Cons:
- Because of the two (2) rolls this system is more expensive than the “omega” wrap pull roll
- Results in both sides of the web being contacted by pull rolls, which may be undesirable
PULL ROLL AND FRICTION
As indicated previously the coefficient of friction between the web and the pull roll impacts the ability to impart a force on the web. As the coefficient of friction increases so too does the force. Changing the pull rolls surface finish will change the coefficient of friction.
Several choices exist for the pull rolls surface finish, each with pros and cons:
Steel, with or without chrome:
Pros:
- least expensive
- least wear (greatest lifetime and lowest maintenance)
Cons:
- lowest coefficient of friction
Rubber:
Pros:
- higher coefficient of friction
Cons:
- high surface wear
- certain rubbers may not be compatible with certain products
Friction Enhanced Coatings (Plasma):
Pros:
- higher coefficient of friction
Cons:
- high surface wear
- certain coatings may not be compatible with certain products
Nip Rolls:
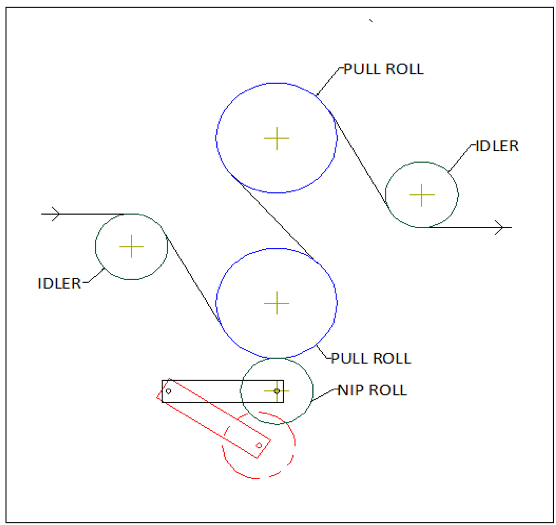
 Another way to enhance the pull rolls’ ability to apply a force to the web is by adding a nip roll.
Another way to enhance the pull rolls’ ability to apply a force to the web is by adding a nip roll.
Pros:
- enhances the frictional force between the web and roll, particularly at higher speeds where it can iron out any entrapped air that would reduce the frictional forces
Cons:
- certain webs/products cannot be nipped
- more costly
Vacuum Pull Roll:
 A final means to increase the force generated by a pull roll is by using a vacuum roll. In this type of pull roll the designed allows for air to be drawn through the rolls’ surface, pinning the web to it.
A final means to increase the force generated by a pull roll is by using a vacuum roll. In this type of pull roll the designed allows for air to be drawn through the rolls’ surface, pinning the web to it.
Pros:
- design greatly enhances the coefficient of friction between the roll and the web
- especially effective in areas where the available wrap angle on the roll is limited
- especially effective where only one side of the web can be touched
Cons:
- very expensive to purchase and operate
- require a high level of maintenance
- noisy
Driving the Pull Rolls
Pull rolls’ drives are typically controlled one of two ways, with the process determining which is appropriate.
Speed regulated drive:
- motor’s speed is set to rotate the pull roll at a set surface speed
- typically the case when the pull roll is being used to establish the speed of the process or to feed a section
Tension regulated drive:
- a force transducer roll is located in the web path to measure the web’s tension and automatically adjusts the motor’s speed/pull rolls’ speed to maintain the tension at a set point/level
###
*That concludes part 2 of our 5 part blog series, “Selecting the Proper Web Handling Equipment” – check back soon for part 3 or click here to go back and read part 1!